Как сделать 3Д-принтер: чертежи, детали, инструкция по изготовлению и сборке
Сегодня новые технологии появляются чуть ли каждый день. За прошедшее десятилетие люди увидели бесчисленное множество инноваций, которые реально изменили окружающий мир. Возможно, одним из самых монументальных стало изобретение 3D-принтера, устройства, которое может создавать реальные, осязаемые 3D-объекты на основе деталей цифрового дизайна. Существует много типов 3D-принтеров, каждый из которых использует различные материалы для печати, включая пластмассы, металлы, керамику, продукты питания (шоколад) и многое другое.
Многие пользователи хотели бы иметь такую новинку у себя дома. Как раз на это и рассчитывают производители, выпуская различного уровня наборы для создания принтера с нуля для продвинутых пользователей. Перед тем, как сделать 3Д-принтер, они тщательно изучают свои возможности и подбирают нужную модель в интернете.
История 3D-печати
У 3D-печати была длинная история, в ходе которой он имел различные названия, такие как стереолитография, трехмерная укладка, трехмерная печать. Последнее название прижилось и стало наиболее распространенным. В конце 1980-х и начале 1990-х годов начался рост производства присадок, используемых для быстрого прототипирования, известного как RP. Печать на базе этого расходника занимает время от нескольких часов до нескольких дней, в зависимости от выбранного проекта. RP-модели создаются с помощью автоматизированного проектирования, известного как CAD.
Перед тем как сделать 3Д-принтер, подбирают Soft-машины, способные самостоятельно определять способ создания макета. Таким образом, процедура построения изделий, печатающихся по слоям, стала известна, как трехмерная печать. Первая 3D-печать состоялась в Массачусетском технологическом институте. В начале 1990-х годов MIT инициировал практику, которую сертифицировали, как 3DP, после чего, собственно, и началась история трехмерной печати. В феврале 2011 года Массачусетский технологический институт получил лицензии на 6 корпораций и предложил 3DP для своих продуктов.
Материалы для 3D-печати
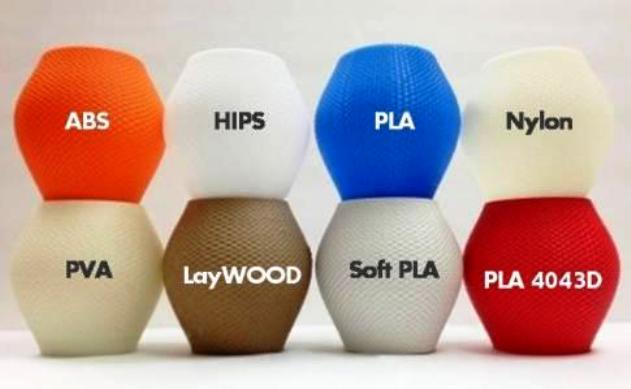
Процесс подбора печатающих материалов для 3D-печати начался уже с момента создания принтера. Сегодня промышленность предлагает довольно большой выбор расходников. Перед тем как сделать 3Д-принтер, нужно уметь выбрать правильный тип материалов для печати:
- Акрилонитрилбутадиенстирол (ABS) - популярный материал для первых трехмерных моделей. Он очень прочный, немного гибкий и может легко быть экструдирован, что делает его идеальным для этого типа печати. Недостатком ABS является то, что он требует более высокой температуры, чем, например, материал PLA. Для печати материалов ABS обычно используется температура 210-250 0C.
- Полимагнитная кислота (PLA) является еще одним распространенным материалом среди энтузиастов 3D-печати. Это биоразлагаемый термопласт, который получают из возобновляемых ресурсов. В результате PLA-материалы более экологичны среди других пластмасс. Еще одной особенностью PLA является его биосовместимость с человеческим телом, что нужно учитывать, перед тем, как сделать 3Д-принтер для использования в домашних условиях. Структура PLA сложнее, чем у АБС, и материал плавится при 180-220 0С, что значительно ниже, чем у АБС.
- ПВА-волокна (поливиниловый спирт) легко печатаются и используются для поддержки объекта во время процесса печати для моделей с выступами, которые обычным образом не могут быть напечатаны. Этот тип нити является отличным материалом для 3D-принтера с двойным экструдером. Он основан на поливиниловом спирте, поэтому обладает хорошими свойствами, основными из которых являются нетоксичность и способность к биологическому разложению после растворения в воде. Именно этот материал создает перспективу бизнеса на 3Д-принтере.
Пользователю необязательно печатать в 3D с пластиком. Теоретически можно печатать объекты с использованием любого расплавленного материала, который затвердевает достаточно быстро. В июле 2011 года исследователи из Университета Эксетера в Англии представили прототип пищевого принтера, который может печатать 3D-объекты с использованием расплавленного шоколада.
Формат файлов для печати

Печать на обычном принтере возможна, если он понимает формат документа. Эта способность аналогична и для 3Д-моделей, поэтому, изготавливая 3D-принтер своими руками, предварительно выбирают формат печати будущих моделей. STL-файл является одним из самых популярных форматов файлов для 3D-принтеров. Он поддерживается большим разнообразием устройств, и многие файлы можно найти в репозиториях трехмерных моделей, выполненных на базе этого формата.
STL означает STereoLithography или Standard Tessellation Language. Первоначально он был одним из основных форматов в программном обеспечении САПР, созданных системами 3D. В настоящее время этот формат можно найти во многих пакетах программного обеспечения для трехмерной печати, его просто и легко выводить, и это одна из причин, почему он стал популярным.
OBJ (Object Files) - это еще один популярный формат файлов принтеров у пользователей, которые делают 3D-принтер своими руками. Первоначально он использовался в пакете анимации Advanced Visualizer, разработанном Wavefront Technologies. OBJ-файл представляет собой трехмерную геометрию и содержит несколько различных атрибутов:
- вершинные нормали;
- геометрические вершины;
- многоугольные грани;
- координаты текстуры.
Файлы объектов печати могут быть либо в ASCII (.obj), либо в двоичном формате (.mod).
Дизайн 3D-принтера
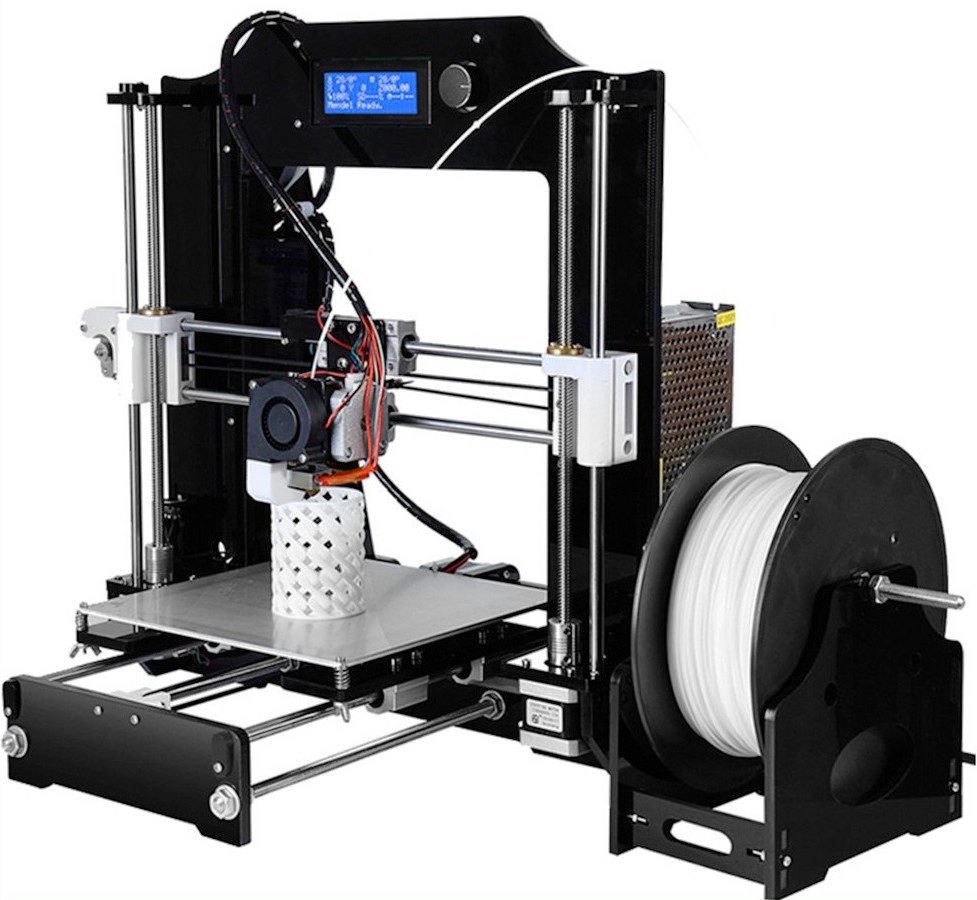
Первым шагом в процессе проектирования принтера, перед тем как собрать 3D-принтер, является поиск самого простого дизайна, например, макетов Maker Mendel или RepRap, которые в качестве образца для корпуса применяют форму коробки. Некоторые изобретатели используют для основания принтера обычные деревянные или пластиковые ящики, элементы которых можно будет менять местами, подгоняя под макеты будущих трехмерных печатных деталей. Эта конструкция станет будущей основой для принтера.
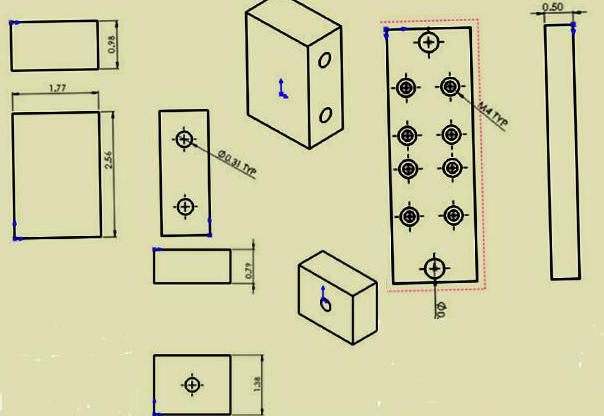
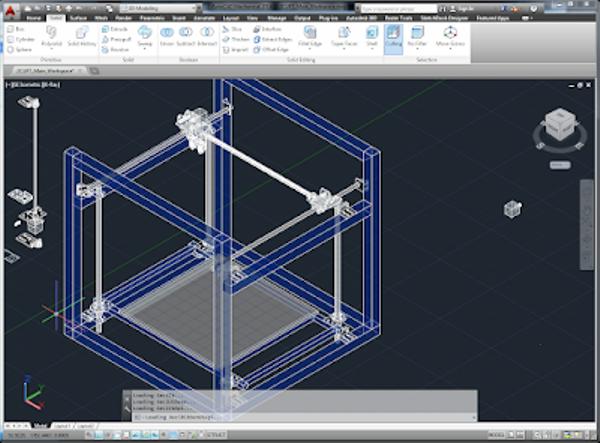
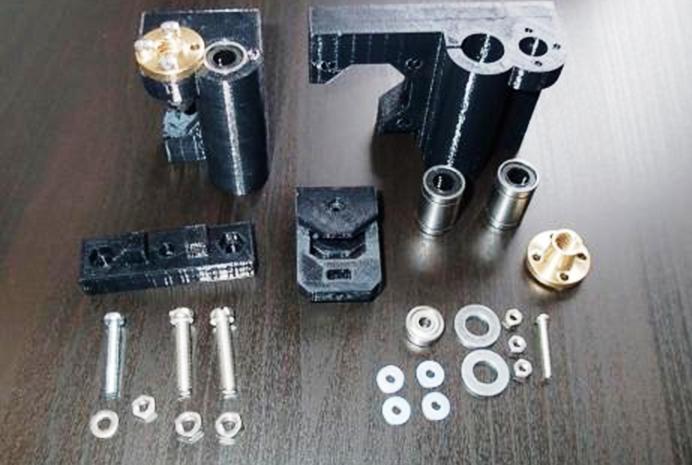
Затем выбирают конфигурацию ремня, который будет обеспечивать эффективную базовую конструкцию. Для способности взаимодействовать с Arduino выбирают контроллер. 3D-модели были разработаны с использованием SolidWorks. Конструкцию собирают по чертежам, предварительно изготовив металлические и деревянные детали для 3D принтера, как указано, например, в чертежах ниже.
3D-объект нуждается в трех осях, которые должны быть представлены в трехмерном пространстве печати. Задача состоит в том, чтобы любая точка в пространстве была представлена тремя координатами, которые обычно перечисляются в порядке X, Y, Z. Каждая координата предоставляет информацию об одном направлении или оси, каждая из которых перпендикулярна двум другим. Одна координата указывает положение вдоль линии, две в плоскости и три в пространстве.
В 3D-печати используются различные механизмы для маневра на определенной оси, что четко обозначено на чертежах 3Д-принтера. Они имеют две общие системы: декартову и дельту, используют технологию FDM, обладают различными механизмами навигации экструдера в пределах пространства для печати. В сплавленном моделировании осаждения для создания слоев используется полимер термического отложения. Этот процесс очень зависит от осей 3D-принтеров X, Y и Z.
В зависимости от рассматриваемого принтера горячий конец будет перемещаться в одну, две или все три из этих осей. Таким образом, система оси обеспечивает работу 3D-принтера и дает глубину и дизайн объекта. Если бы были только две оси, допустим, оси X и Y, тогда дизайн объекта был бы плоским, что было бы похожим на печать с помощью струйного принтера. Обычно оси X и Y соответствуют боковому движению, а ось Z соответствует вертикальному движению. Чтобы избежать путаницы при сборке 3Д-принтера, принимают за основу такое положение осей:
- Z определяется, когда пользователь стоит лицом перед 3D-принтером, тогда инструмент, движущийся вверх и вниз, является осью Z.
- X - это инструмент, перемещающийся влево или вправо, а инструмент, перемещающийся назад и вперед - является осью Y.
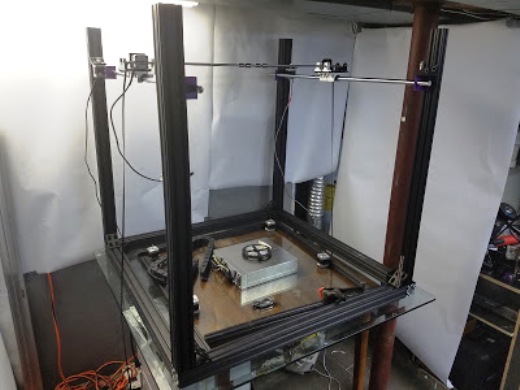
Изготовление рамы устройства

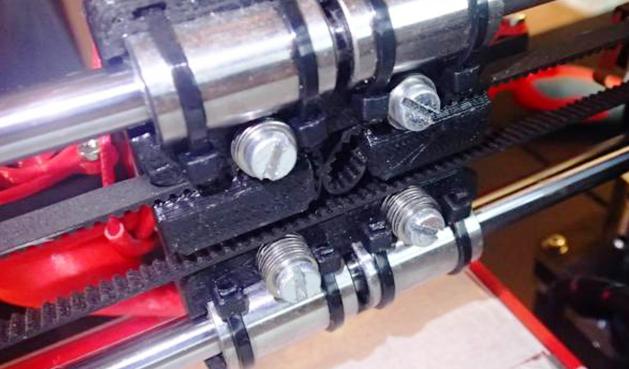
Отрезают линейные стержни по размеру, согласно чертежам. Например, средние стержни - 260 мм, а боковые стержни - длину 250 мм. Сдвигают боковые линейные стержни в блоки, они будут осью Y. Помещают линейный подшипник сверху каждого блока и отмечают, где должны проходить отверстия. Просверливают эти отверстия сверлом под винты, чтобы в дальнейшем удерживать подшипники. Отмечают отверстия в самой тонкой части блока и просверливают два отверстия диаметром 8 мм.
Помещают средние линейные стержни в эти отверстия - это и будет ось X. Поворачивают блок так, чтобы линейный подшипник был внизу. Укладывают два временных шкива в центр между монтажными отверстиями для линейного подшипника. Помещают винт через зубчатые шкивы, используя отвертку, чтобы зафиксировать их на корпусе. Эти блоки позволяют экструдеру для 3Д-принтера перемещаться вдоль оси Y. Это самый простой макет корпуса принтера. Можно сделать рамку из экструдированного алюминия с 8 отверстиями в ластовицах, что хорошо работает и обеспечивает жесткую и стабильную конструкцию.
Этот проект переработан для использования линейного рельса и соответствующего подшипника. В салазках имеются отверстия для крепления стандартных концевых выключателей для оси X и Y.
Монтаж оси Z
Берут опорный блок сборной плиты. Отмечают блок с обеих сторон в центре, на 2 см от самого длинного края. Выполняют отверстие сверлом. Закрепляют гайками все винты в монтажных отверстиях. Крепления должны быть жесткими. Помещают соединители вала на два оставшихся шаговых двигателя и используют шестигранный ключ, чтобы затянуть их надлежащим образом.
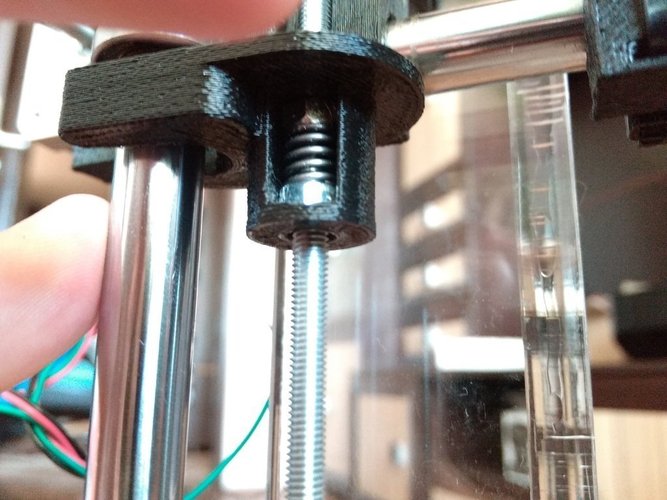
Помещают винты на другом конце муфты и снова затягивают их. Используют Zip-галстуки для закрепления шаговых двигателей на дне корпуса. Помещают опору монтажной пластины на резьбовые винты и отпускают винты, чтобы опустить плиту. Сдвигают верхние пластины над резьбовыми соединениями, чтобы убедиться, что все на месте.
Создание оси X
Ось X является самой сложной осью, при устройстве самодельного 3Д-принтера, она находится в прямом соединении с осью Z, а также поддерживает экструдер. Сначала прикрепляют 8-миллиметровый болт к оси X с помощью гаек соответствующего размера. Затем аккуратно продвигают два подшипника внутри зазоров и делают то же самое с двигателем оси X. Затем вставляют подшипник в осевой шкив оси X и прикрепляют его винтом и гайкой. Две гайки на подшипнике служат для стабильности и защиты от самораскручивания.
Теперь собирают детали для натяжного устройства X-оси. Эта часть будет вставлена в прорезь X-оси. Один болт будет использоваться для натяжения ремня, а другой для крепления стальных стержней на X-оси. Используют сверло 8 мм для выравнивания 4 отверстий для вставки стержней оси X.
Прежде чем продолжить сборку, собирают другую часть, необходимую для крепления горячего конца экструдера. Добавляют линейные подшипники к печатной части и закрепляют их кабельными стяжками в поясе, который управляет осью X. Для того чтобы продолжить создание оси X устройства 3Д-принтера, сначала завершают монтаж оси Z.
Используют гладкие стальные стержни толщиной 8 мм x 320 мм и сдвигают линейные подшипники колесных и ходовых частей оси X внутри каждого из них. Чтобы это выполнить, может понадобиться ослабить части Z-AXIS-TOP. Ось Z закончена, и можно перемещать гладкие стальные стержни для оси X, не забывая прикрепить X-CARRAGE и пропустить горизонтальные стержни оси X через него.
Ходовая часть оси Х будет идти слева, а правая сторона будет иметь холостой ход оси Х вместе с частями шкива и натяжителя. На этом этапе можно присоединить шаговый двигатель оси X с шестерней GT2, и добавить ремень. Теперь используют болты для крепления стержней оси X на месте, а болт M4 натягивают ремень.
Закрепление Y-MOTOR оси
Когда основание рамки будет построено, можно продолжить завершение закрепления оси Y. Для этого понадобятся следующие детали для 3D-принтера:
- NEMA 17 HR 0,9 градуса на шаг 4,0 кг/см шагового двигателя.
- Номер детали: 42BYGHM809.
- 20-ти зубчатый шкив GT21 метр газораспределительного механизма GT2.
- Винты 5x M3 x 12 мм.
- Шайбы - 4x M3.
- Гайки - 2x M3.
Начинают с присоединения шагового двигателя к части Y-MOTOR на задней части рамы. Также прикрепляют шкив GT2 к валу двигателя. После чего нужно его отрегулировать.
Далее подключают Y-BELT-HOLDER к платформе рабочей площадки. Используют винты M3 x 12 мм с шайбами и гайками. Ось Y будет перемещена с использованием ремня GT2. Теперь прикрепляют ремень GT2 и оборачивают его вокруг шкива GT2. Закрепляют ремень к Y-BELT-HOLDER с помощью кабельных стяжек, и регулируют натяжение ремня с помощью винта M4 на Y-образном упоре.
Установка экструдера
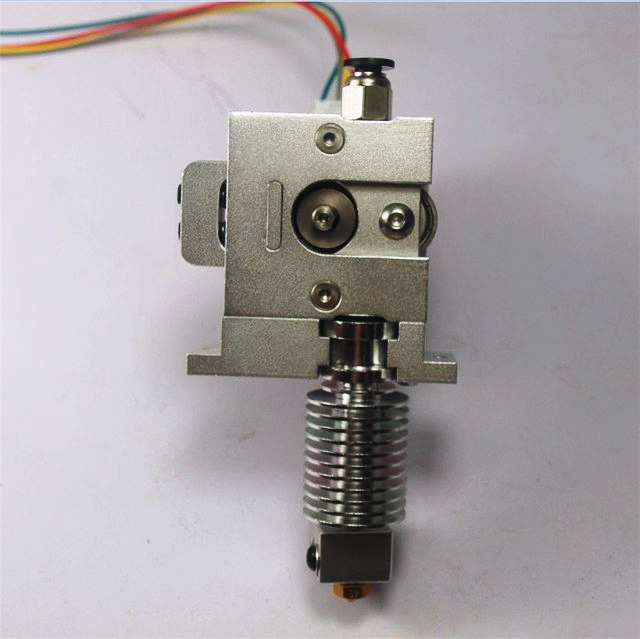
После того как готов стол для 3Д-принтера, устанавливают экструдер. Помещают два линейных подшипника на средние линейные стержни. Проверяют, насколько далеки друг от друга осевые подшипники. Отмечают, где они сели и где должны быть отверстия. Выполняют эти отверстия с помощью сверла. Закрепляют линейные подшипники винтами. Далее нужно отметить середину блока от линейных подшипников и выполнить другие монтажные отверстия. Помещают направляющие стержни против середины четырех отверстий. Передвигают экструдер, чтобы закрепить экструдер на месте. Эта конструкция позволит в дальнейшем снимать или модернизировать его.
Экструдер состоит из термистора, который измеряет температуру, нагревательного элемента и головки. Термистор и нагревательный элемент входят в отверстия на головке экструдера, как показано на рисунке. После окончания монтажных работ осуществляют соединение электрической схемы экструдера.
Настройка программного обеспечения
Когда механическая и электрическая части устройства собраны, приступают к установке программного обеспечения и начинают подготовку платы RAMPS 1.4. Некоторые модели платы уже собраны производителем, а другие требуют, чтобы пользователи припаяли несколько разъемов. Плата RAMPS должна иметь разъемы с перемычками. Шаговые двигатели перемещаются ступенчато, что позволяет им быть очень точными.
Аккуратно соединяют платы RAMPS с Arduino. Убеждаются, что USB-устройство Arduino находится под контактом D10. Чтобы начать работу, загружают последнее официальное программное обеспечение Arduino Environment. При загрузке просто дважды нажимают на ссылку, чтобы начать установку, далее соглашаются со всеми параметрами по умолчанию, в том числе по установке драйвера USB.
Проводят подключение Mega 2560 к компьютеру и тестируют его. Вставляют USB-кабель в Mega и компьютер. При этом не нужен отдельный адаптер, будет использован блок питания для 3Д-принтера. Компьютер сам установит необходимые драйвера из программного обеспечения, установленного ранее. Пользователь может увидеть, какой COM-порт установлен.
Если программное обеспечение использует локализованный язык, можно изменить его, выполнив действия: Файл -> Настройки -> Язык редактора -> Выбор языка. Перегружают программное обеспечение Arduino. Выполняют первоначальную настройку Mega. Выбирают модель: Инструменты -> Совет -> Arduino Mega или Mega 2560. ПК запоминает этот выбор для использования его в будущем.
Номер порта в системе может отличаться. Если неясно, какой из них выбрать, нужно отметить перечисленные номера COM, а затем отключить Mega. Определяют новый вид в «Инструменты -> Порты», чтобы установить, какие из них используются другими элементами, а какие отсутствуют. Для этого загружают программу, нажимают стрелку, указывающую вправо, чтобы загрузить Mega. Код компилируется, загружается и активируется. Один из светодиодов на Mega теперь мигает, устройство готово к работе.
Далее выполняют настройку прошивки Marlin. Открывают Arduino IDE: Файл -> Открыть, далее переходят в папку Marlin-Development и в папку Marlin. Выбирают и открывают файл Configuration.h или Marlin.ino. Открывается новое окно, содержащее Marlin.ino и открывают вкладку Configratuin.h.
Определяют материнскую плату, как RAMPS 1.4 с аксессуарами. Открывают необходимые переменные, которые находятся в Configuration.h -> Нажимают CTRL + F, чтобы открыть окно поиска и прописывают RAMPS. Нажимают «Найти», чтобы установить строку, содержащую: #define MOTHERBOARD.
Находят плату RAMPS - это устройства, подключенные к D8 (Heat-bed), D9 (вентилятор) и D10 (нагреватель), которые обычно определены в схеме. E - для экструдера, F - для вентилятора, B - для кровати. Убеждаются, что строка читает: #define MOTHERBOARD BOARD_RAMPS_13_EFB.
Сохраняют файл, если были внесены какие-либо изменения. Устанавливают скорость. Базовая скорость по умолчанию составляет 250000. Если это создает какие-либо проблемы с компьютером, то можно изменить ее на 125000.
Открывают Configuration.h. Находят строку, содержащую #define BAUDRATE 250000, и нужно поставить перед ней две косые черты, например:// #define BAUDRATE 250000.
На новой строке прописывают: #define BAUDRATE 125000. Сохраняют файл. Экструдеры по умолчанию определены как 1, поэтому оставляют это значение без изменения.
Приступают к определению температурных настроек. Существует список с 20-25 различными вариантами для каждого датчика. Ниже перечислены параметры, которые определяют входы датчиков на плате RAMPS 1.4. По умолчанию определяется SENSOR_0 с опцией 1, которая означает, что // 1 - это 100-кратный термистор - лучший выбор для EPCOS 100k (4,7 тыс. Pullup), или, другими словами - это стандартный термистор, используемый для измерения температуры для 3D-принтеров.
TEMP_SENSOR_0 - это термистор Hot-end. Другие датчики сконфигурированы с опцией 0, что приводит к отключению:
- #define TEMP_SENSOR_0 1.
- #define TEMP_SENSOR_1 0.
- #define TEMP_SENSOR_2 0.
- #define TEMP_SENSOR_3 0.
- #define TEMP_SENSOR_BED 1.
Определяют минимальную и максимальную температуру горячей и холодной рабочей поверхности стола. Минимальные настройки по умолчанию равны 5, в этом режиме просто проверяется работа термистора, чтобы убедиться, что провода не расплавлены или повреждены иным образом.
Можете определить MINTEMP как 0, прописывая:
- #define HEATER_0_MINTEMP 5//.
- # define HEATER_1_MINTEMP 5//.
- # define HEATER_2_MINTEMP 5//.
- # define HEATER_3_MINTEMP 5.
- #define BED_MINTEMP 5.
Максимальная температура по умолчанию:
- Hot-end: 275.
- Hot-bed: 150.
Если печатается ABS и нужна температура в 230 0С или около того. Удаляют // на линии с помощью BED_MAXTEMP. Если пользователю нужны более сложные настройки, то обращаются к инструкции по наладке программного обеспечения на профильном сайте.
Многие уже считают, что трехмерная печать в будущем - это не модная волна амбициозных, пластиковых трюков, а революция в обрабатывающей промышленности и мировой экономике. Хотя трехмерная печать, безусловно, позволит пользователям изготовить изделия для личного употребления, но есть предел их возможностей. Не так многое сегодня можно выполнить самостоятельно с дешевым принтером и трубкой из пластика. Реальные экономические выгоды и рост бизнеса на 3Д принтере, скорее всего, будет наблюдаться, когда 3D-печать будет широко принята крупными компаниями в качестве центрального компонента обрабатывающей промышленности.